[討論] Prusa i3 列印不平飛邊
小弟去年掏寶入手一台Prusa i3
斷斷續續組好又做了一些結構加強 終於進入列印載台的校正
首先是Z軸高度的粗調,再來是地獄般的細調
https://upload.cc/i1/2022/04/04/KtQSlb.png
至此小東西其實已經可以列的出來 而且尺寸品質都可以接受
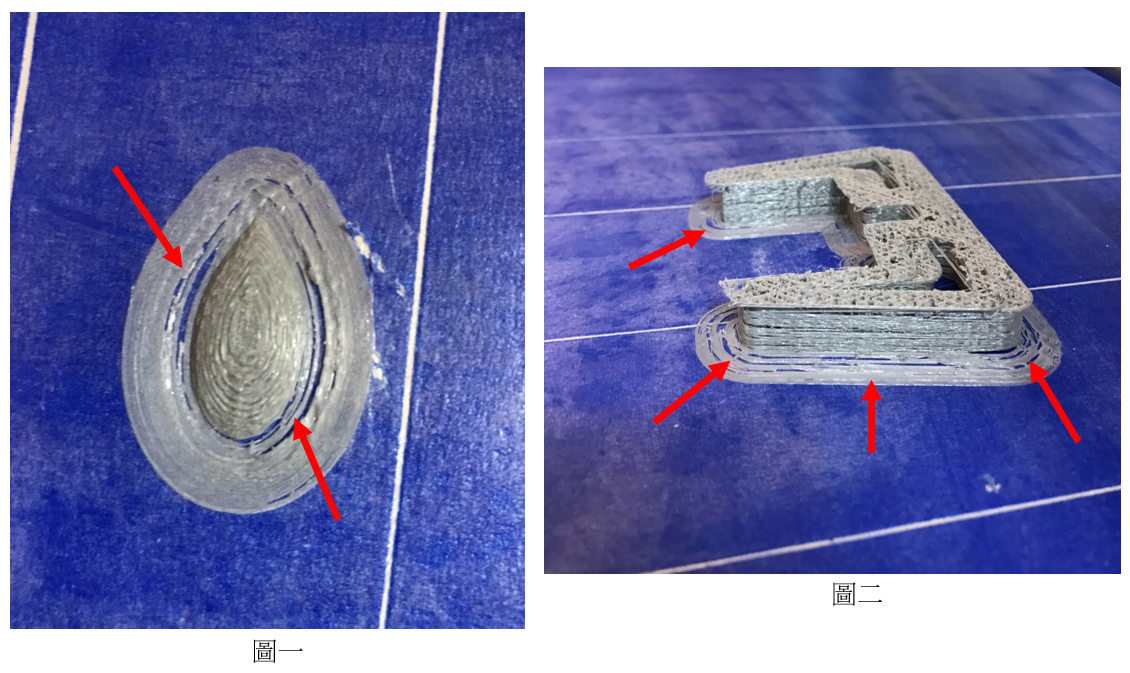
但邊緣的支撐總是翹起,這個現在在稍微大型的東西更為明顯
而且Z軸的堆疊看的出來不密實 這有可能是層移造成
稍後會藉鑑上面文章的把列印速度降低 不過支撐翹起這件事
到底是我細調各角落仍調的不夠低 還是有什麼因素沒注意到
現在是使用PETG 噴頭溫度240 載台溫度70
求解!
--
※ 發信站: 批踢踢實業坊(ptt.cc), 來自: 218.164.215.175 (臺灣)
※ 文章網址: https://www.ptt.cc/bbs/Printer3D/M.1649081392.A.1FA.html
推
04/04 23:12,
4年前
, 1F
04/04 23:12, 1F
→
04/05 00:39,
4年前
, 2F
04/05 00:39, 2F
推
04/05 02:37,
4年前
, 3F
04/05 02:37, 3F
→
04/05 02:37,
4年前
, 4F
04/05 02:37, 4F
推
04/05 10:54,
4年前
, 5F
04/05 10:54, 5F
→
04/05 11:59,
4年前
, 6F
04/05 11:59, 6F
→
04/05 12:00,
4年前
, 7F
04/05 12:00, 7F
推
04/05 22:13,
4年前
, 8F
04/05 22:13, 8F
→
04/05 22:14,
4年前
, 9F
04/05 22:14, 9F
→
04/05 22:14,
4年前
, 10F
04/05 22:14, 10F
→
04/05 22:15,
4年前
, 11F
04/05 22:15, 11F
→
04/06 12:50,
4年前
, 12F
04/06 12:50, 12F
→
04/06 17:42,
4年前
, 13F
04/06 17:42, 13F
→
04/10 06:36,
4年前
, 14F
04/10 06:36, 14F
推
04/11 14:17,
4年前
, 15F
04/11 14:17, 15F
→
04/11 14:17,
4年前
, 16F
04/11 14:17, 16F
推
04/11 14:23,
4年前
, 17F
04/11 14:23, 17F
→
04/11 14:23,
4年前
, 18F
04/11 14:23, 18F
→
04/11 14:55,
4年前
, 19F
04/11 14:55, 19F
Printer3D 近期熱門文章



PTT數位生活區 即時熱門文章

